6-osni MIG MAG robot za zavarivanje, raspon 1500 mm s aparatom za zavarivanje





Karakteristike
-Robotska ruka:
- Proces lijevanja pod pritiskom, aluminijska ruka, lakši i fleksibilniji
- Unutarnje žice i terminali robota izrađeni su od strane vodećih svjetskih poznatih marki: DYEDEN, TAIYO, kao i ABB i Fanuc.
- Vrhunska kineska marka kontrolera, motora i reduktora.
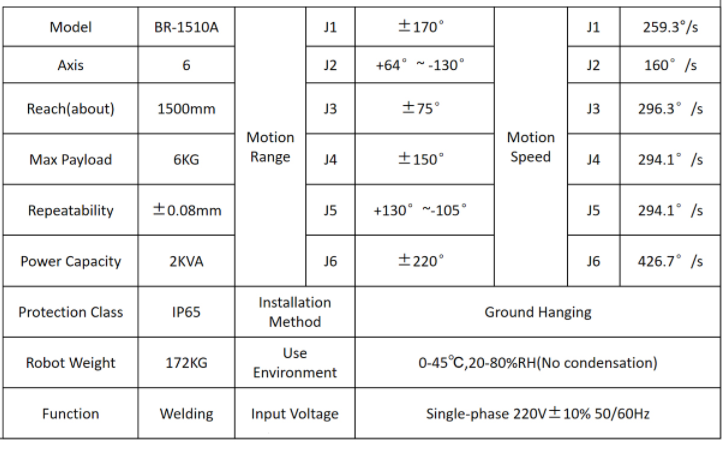
Parametri robota za MIG zavarivanje BR-1510 prikazani su u nastavku:
-JHY sustav upravljanja robotom za zavarivanje:

-Aparat za zavarivanje: :Aotai NBC350RL
-
Ima tri načina zavarivanja: nisko prskanje, brzo točkasto zavarivanje i konstantni tlak
- Može ostvariti zavarivanje ugljičnog čelika debljine 1~3 mm s ultra niskim prskanjem. Količina prskanja pri zavarivanju smanjena je za 60%;
- Unos topline je smanjen za 10% ~ 20%, a zavarivanje tankih ploča je lako kontrolirati i deformacija je mala;
- Potpuno digitalni sustav ostvaruje preciznu kontrolu prijelaza kapljica i postiže kontinuiranu i stabilnu kvalitetu zavarivanja;
- Tehnologija invertera s mekim prebacivanjem može poboljšati pouzdanost cijelog stroja i uštedjeti energiju i struju;
- Potpuno digitalni visokoprecizni sustav upravljanja dodavanjem žice, uređaj za dodavanje žice s dva pogona i dva podređena uređaja s enkoderom, može osigurati stabilnost dodavanja žice čak i ako se promijene vanjski čimbenici poput napona napajanja i otpora dodavanja žice.
-Plamenik za zavarivanje:
- Zračno hlađenje s visoko osjetljivim uređajem protiv sudara, znatno produžuje vijek trajanja svjetiljke
-Pozicioner za zavarivanje i robotska hodna tračnica
- Pozicioneri za zavarivanje s 1, 2 i 3 osi su opcionalni. Nosivost i veličina radnog stola mogu se prilagoditi prema zahtjevima.
- Robotska hodna tračnica može se izraditi po mjeri prema zahtjevima kupca. Duljina 3/6/9/12M. Nosivost: 500/1000KG
-Održavanje stroja je jednostavno i lako za rukovanje, a predviđeni vijek trajanja je više od 10 godina
Obraćanje pažnje na svaki detalj čini JHY robota boljim
Napišite svoju poruku ovdje i pošaljite nam je




