CE certificirani robot za pulsirajuće mig zavarivanje s 6-osnom rukom od nehrđajućeg čelika



Karakteristike
-Robotska ruka:
- Proces lijevanja pod pritiskom, aluminijska ruka, lakši i fleksibilniji
- Unutarnje žice i terminali robota izrađeni su od strane vodećih svjetskih poznatih marki: DYEDEN, TAIYO, kao i ABB i Fanuc.
- Vrhunska kineska marka kontrolera, motora i reduktora.
-MIG plamenik za zavarivanje:
- Vodeno hlađeni plamenik za zavarivanje:
- Optimizirani dizajn kotača za dovod žice čini dovod žice stabilnijim.
- Sa senzorom protiv sudara
-MIG aparat za zavarivanje:
Model: Aotai NBC350RP
- Funkcija jednog impulsa, konstantni napon
- Primjenjivi materijali: Ugljični čelik, nehrđajući čelik, aluminij
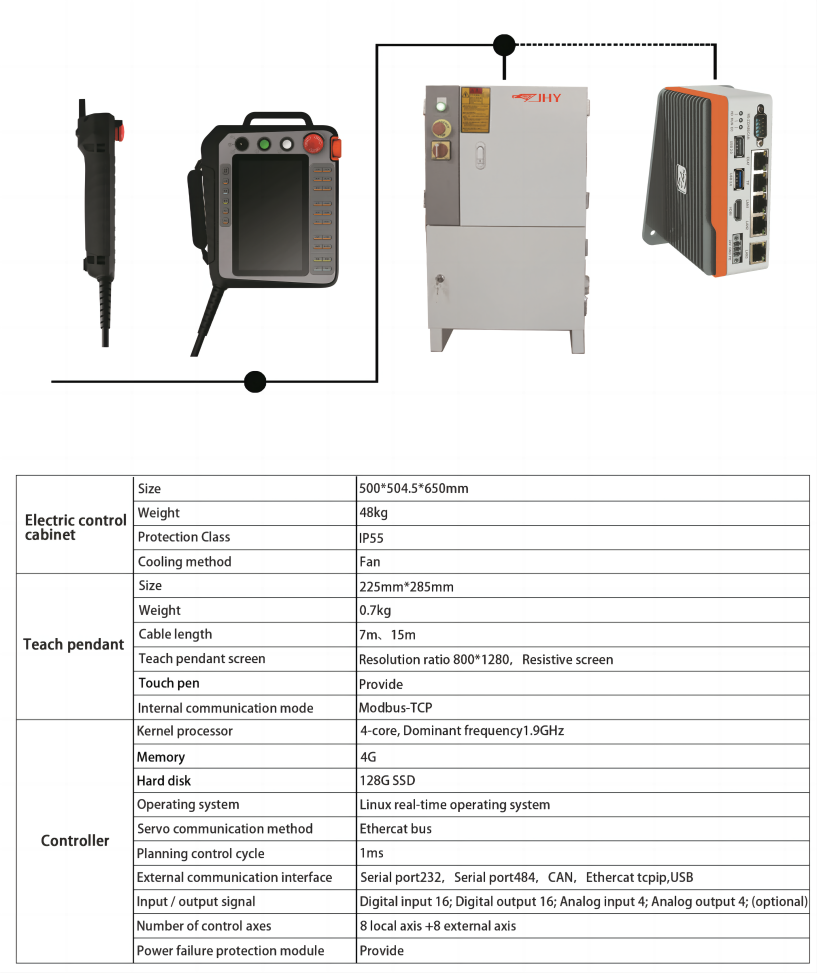
-JHY sustav upravljanja robotom za zavarivanje:
-Pozicioner za zavarivanje i robotska hodna tračnica
- Pozicioneri za zavarivanje s 1, 2 i 3 osi su opcionalni. Nosivost i veličina radnog stola mogu se prilagoditi prema zahtjevima.
- Robotska hodna tračnica može se izraditi po mjeri prema zahtjevima kupca. Duljina 3/6/9/12M. Nosivost: 500/1000KG
Obraćanje pažnje na svaki detalj čini BR robota boljim
Napišite svoju poruku ovdje i pošaljite nam je




