Kineski 6-osni robotski ruka s metalnim okvirom i MIG zavarivanjem od 1500 m




Karakteristike
-Robotska ruka:
- Proces lijevanja pod pritiskom, aluminijska ruka, lakši i fleksibilniji
- Unutarnje žice i terminali robota izrađeni su od strane vodećih svjetskih poznatih marki: DYEDEN, TAIYO, kao i ABB i Fanuc.
- Vrhunska kineska marka kontrolera, motora i reduktora.
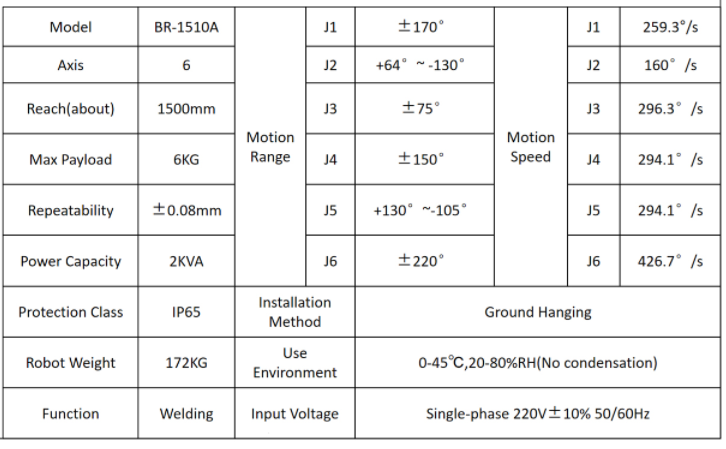
Parametri robota za MIG zavarivanje BR-1510 prikazani su u nastavku:
-JHY sustav upravljanja robotom za zavarivanje:

-Aparat za zavarivanje: :MEGMEET Artsen Pro500PR
- Izvor napajanja za zavarivanje serije Artsen Pro razvijen je na temelju aparata za zavarivanje serije Artsen Plus. Zadovoljio je zahtjeve za visokoučinkovitim zavarivanjem, posebno za debele ploče.
-
Za aparat za zavarivanje Artsen Pro serije dostupan je izvor napajanja od 500A 100%.
- S inverterskom tehnologijom frekvencije do 100K HZ i brzim uzorkovanjem, Artsen Pro postiže preciznu kontrolu i fleksibilan je s različitim karakteristikama zavarivanja.
- Artsen Pro serija standardno donosi LSA, istaknuti postupak zavarivanja s niskim prskanjem. Thunder Fusion je također dostupan s Artsen Pro aparatima za napredni MIG/MAG s kratkim pulsnim lukom i dvostrukim pulsnim zavarivanjem.
- Aparat za zavarivanje Artsen Pro serije zadovoljava visokokvalitetno zavarivanje ugljičnog čelika, nehrđajućeg čelika i aluminijskih legura.
- Opremljen sustavom Constant Fusion, koji omogućuje automatsku promjenu brzine dodavanja žice u pulsnom načinu rada prema duljini izbočenja i održava stabilnu penetraciju.
- Opremljen USB priključkom za nadogradnju, osigurava pristup najnaprednijem procesu zavarivanja koji je razvio MEGMEET i najprikladnijem softveru za zavarivanje za različite uvjete zavarivanja.
-Plamenik za zavarivanje:
- Vodeno hlađenje s visoko osjetljivim uređajem protiv sudara, znatno produžuje vijek trajanja svjetiljke
-Pozicioner za zavarivanje i robotska hodna tračnica
- Pozicioneri za zavarivanje s 1, 2 i 3 osi su opcionalni. Nosivost i veličina radnog stola mogu se prilagoditi prema zahtjevima.
- Robotska hodna tračnica može se izraditi po mjeri prema zahtjevima kupca. Duljina 3/6/9/12M. Nosivost: 500/1000KG
-Održavanje stroja je jednostavno i lako za rukovanje, a predviđeni vijek trajanja je više od 10 godina
Obraćanje pažnje na svaki detalj čini JHY robota boljim
Napišite svoju poruku ovdje i pošaljite nam je




